Yarimo'tkazgich ishlab chiqarishda substratda hosil bo'lgan substrat yoki yupqa plyonkani qayta ishlash jarayonida "etching" deb ataladigan texnika mavjud. Oshlama texnologiyasining rivojlanishi 1965 yilda Intel asoschisi Gordon Mur tomonidan aytilgan "tranzistorlarning integratsiya zichligi 1,5-2 yil ichida ikki baravar ko'payadi" (odatda "Mur qonuni" deb ataladi) bashoratini amalga oshirishda muhim rol o'ynadi.
Etching cho'kma yoki bog'lash kabi "qo'shimcha" jarayon emas, balki "olib tashlash" jarayonidir. Bundan tashqari, turli xil qirib tashlash usullariga ko'ra, u ikki toifaga bo'linadi, ya'ni "ho'l qirqish" va "quruq qirqish". Oddiy qilib aytganda, birinchisi eritish usuli, ikkinchisi esa qazish usulidir.
Ushbu maqolada biz har bir qirqish texnologiyasining xususiyatlari va farqlarini, ho'l va quruq qirqishni, shuningdek, har biri mos bo'lgan qo'llash sohalarini qisqacha tushuntiramiz.
Eritma jarayonining umumiy ko'rinishi
Eching texnologiyasi Yevropada 15-asr oʻrtalarida paydo boʻlganligi aytiladi. O'sha paytda yalang'och misni korroziya qilish uchun o'yilgan mis plastinkaga kislota quyilib, intaglio hosil qilgan. Korroziya ta'siridan foydalanadigan sirtni tozalash usullari keng tarqalgan bo'lib "etching" deb nomlanadi.
Yarimo'tkazgichlarni ishlab chiqarishda qirqish jarayonining maqsadi chizmaga muvofiq substrat yoki plyonkani substratda kesishdir. Filmni shakllantirish, fotolitografiya va etchingning tayyorgarlik bosqichlarini takrorlash orqali tekislik strukturasi uch o'lchovli tuzilishga qayta ishlanadi.
Nam qirqish va quruq ishlov berish o'rtasidagi farq
Fotolitografiya jarayonidan so'ng, ta'sir qilingan substrat ho'l yoki quruq ishlov berish jarayonida o'yilgan.
Nam qirqish sirtni silliqlash va qirib tashlash uchun eritmadan foydalanadi. Ushbu usul tez va arzon ishlov berilishi mumkin bo'lsa-da, uning kamchiliklari ishlov berishning aniqligi biroz pastroqdir. Shuning uchun, quruq etching taxminan 1970 yilda tug'ilgan. Quruq kazıma eritmani ishlatmaydi, lekin uni tirnash uchun substrat yuzasiga urish uchun gazdan foydalanadi, bu yuqori ishlov berish aniqligi bilan ajralib turadi.
"Izotropiya" va "Anizotropiya"
Nam qirqish va quruq chizish o'rtasidagi farqni kiritishda asosiy so'zlar "izotropik" va "anizotropik" dir. Izotropiya deganda materiya va fazoning fizik xossalari yoʻnalishga qarab oʻzgarmasligini, anizotropiya esa modda va fazoning fizik xossalari yoʻnalishga qarab oʻzgarishini bildiradi.
Izotropik kazıma ma'lum bir nuqta atrofida bir xil miqdorda o'tish jarayonini anglatadi va anizotropik kazıma ma'lum bir nuqta atrofida turli yo'nalishlarda davom etishini anglatadi. Misol uchun, yarimo'tkazgichlarni ishlab chiqarishda qirqishda ko'pincha anizotropik qirqish tanlanadi, shunda faqat maqsadli yo'nalish qirib tashlanadi va boshqa yo'nalishlar saqlanib qoladi.
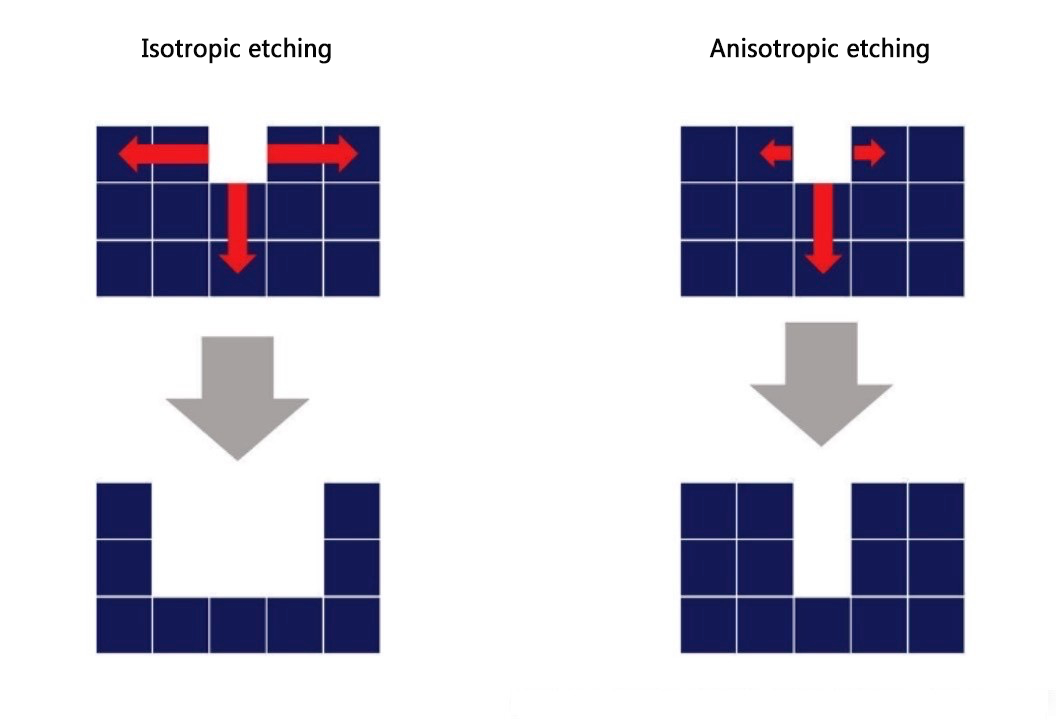 "Izotropik etch" va "Anizotropik etch" rasmlari
"Izotropik etch" va "Anizotropik etch" rasmlari
Kimyoviy moddalar yordamida nam bo'yash.
Nam ishlov berish kimyoviy va substrat o'rtasidagi kimyoviy reaktsiyadan foydalanadi. Ushbu usul bilan anizotropik qirqish imkonsiz emas, lekin bu izotropik chizishga qaraganda ancha qiyin. Eritmalar va materiallarning kombinatsiyasida ko'plab cheklovlar mavjud va substrat harorati, eritma konsentratsiyasi va qo'shilish miqdori kabi shartlar qat'iy nazorat qilinishi kerak.
Sharoitlar qanchalik nozik tarzda sozlangan bo'lmasin, 1 mkm dan past bo'lgan ho'l ishlov berishda nozik ishlov berish qiyin. Buning sabablaridan biri yon qirqishni nazorat qilish zarurati.
Pastki kesish - bu pastki kesish deb ham ataladigan hodisa. Agar materialning faqat vertikal yo'nalishda (chuqurlik yo'nalishida) ho'l silliqlash orqali erishiga umid qilingan bo'lsa ham, eritmaning yon tomonlarga urilishining to'liq oldini olish mumkin emas, shuning uchun materialning parallel yo'nalishda erishi muqarrar ravishda davom etadi. . Ushbu hodisa tufayli, ho'l silliqlash tasodifiy ravishda maqsadli kenglikdan torroq bo'laklarni hosil qiladi. Shu tarzda, aniq oqim nazoratini talab qiladigan mahsulotlarni qayta ishlashda, takrorlash qobiliyati past va aniqlik ishonchsizdir.
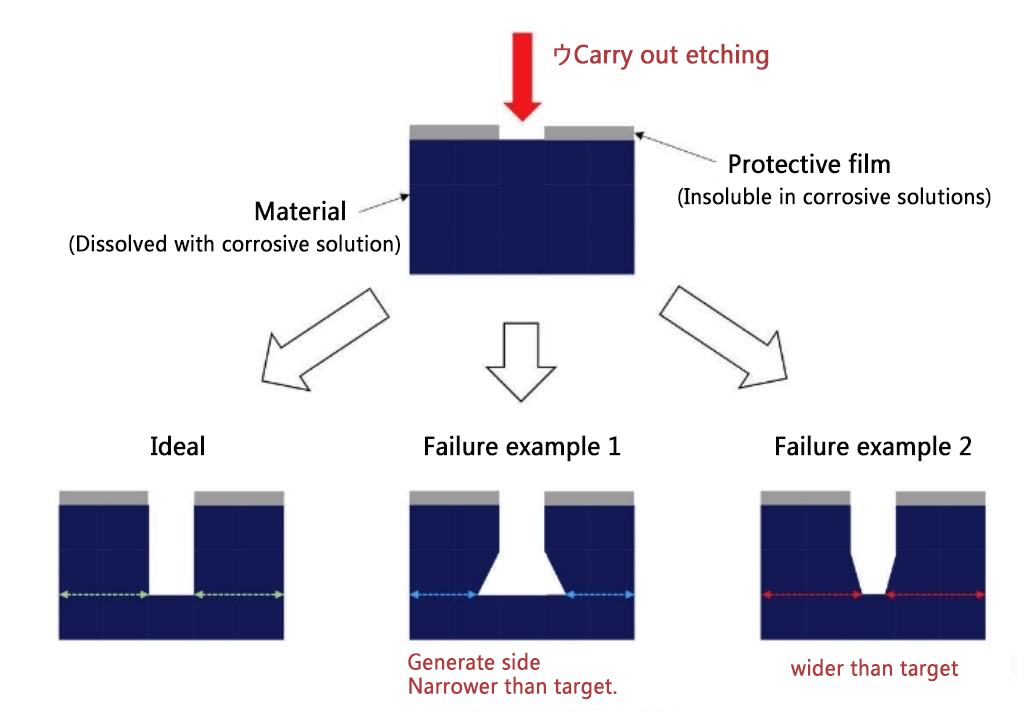 Nam qirqishdagi mumkin bo'lgan nosozliklarga misollar
Nam qirqishdagi mumkin bo'lgan nosozliklarga misollar
Nima uchun quruq ishlov berish mikro ishlov berish uchun mos keladi
Tegishli sanʼat tavsifi Anizotropik qirqish uchun mos boʻlgan quruq qirqish yuqori aniqlikdagi ishlov berishni talab qiluvchi yarimoʻtkazgichlarni ishlab chiqarish jarayonlarida qoʻllaniladi. Quruq qirqish ko'pincha reaktiv ion bilan ishlov berish (RIE) deb nomlanadi, bu keng ma'noda plazma bilan ishlov berish va sputter bilan ishlov berishni ham o'z ichiga olishi mumkin, ammo bu maqola RIEga qaratilgan.
Nima uchun anizotropik qirqish quruq qirqish bilan osonroq ekanligini tushuntirish uchun RIE jarayonini batafsil ko'rib chiqamiz. Substratni quruq surtish va qirib tashlash jarayonini ikki turga bo'lish orqali tushunish oson: "kimyoviy qirqish" va "jismoniy surtish".
Kimyoviy ishlov berish uch bosqichda sodir bo'ladi. Birinchidan, reaktiv gazlar sirtda adsorbsiyalanadi. Keyin reaksiya gazi va substrat materialidan reaksiya mahsulotlari hosil bo'ladi va nihoyat reaksiya mahsulotlari desorbsiyalanadi. Keyingi jismoniy o'ymada, substratga vertikal ravishda argon gazini qo'llash orqali substrat vertikal ravishda pastga suriladi.
Kimyoviy qirqish izotropik tarzda sodir bo'ladi, fizik o'tish esa gazni qo'llash yo'nalishini nazorat qilish orqali anizotropik tarzda sodir bo'lishi mumkin. Ushbu jismoniy qirqish tufayli quruq qirqish ho'l qirqishdan ko'ra qirqish yo'nalishini ko'proq nazorat qilish imkonini beradi.
Quruq va ho'l qirqish ham ho'l qirqish bilan bir xil qat'iy shartlarni talab qiladi, lekin u ho'l qirqishga qaraganda yuqori takrorlanishiga ega va nazorat qilish oson bo'lgan ko'plab elementlarga ega. Shu sababli, quruq o'yma sanoat ishlab chiqarishiga ko'proq mos kelishiga shubha yo'q.
Nima uchun ho'l surtish hali ham kerak
Ko'rinib turganidek, qudratli quruq chizmani tushunganingizdan so'ng, nega ho'l surtma hali ham mavjud ekanligiga hayron bo'lishingiz mumkin. Biroq, sabab oddiy: ho'l surtish mahsulotni arzonlashtiradi.
Quruq ishlov berish va ho'l ishlov berish o'rtasidagi asosiy farq - bu narx. Nam ishlov berishda ishlatiladigan kimyoviy moddalar unchalik qimmat emas va uskunaning o'zi narxi quruq qirqish uskunasining taxminan 1/10 qismini tashkil qiladi. Bundan tashqari, ishlov berish muddati qisqa va bir vaqtning o'zida bir nechta substrat qayta ishlanishi mumkin, bu esa ishlab chiqarish xarajatlarini kamaytiradi. Natijada, mahsulot tannarxini past darajada ushlab turishimiz mumkin, bu bizga raqobatchilarimizdan ustunlik beradi. Agar ishlov berishning aniqligiga qo'yiladigan talablar yuqori bo'lmasa, ko'plab kompaniyalar qo'pol ommaviy ishlab chiqarish uchun ho'l ishlov berishni tanlaydi.
Oshlama jarayoni mikrofabrikatsiya texnologiyasida rol o'ynaydigan jarayon sifatida kiritilgan. Aşınma jarayoni taxminan ho'l va quruq surtishga bo'linadi. Agar xarajat muhim bo'lsa, birinchisi yaxshiroq va agar 1 mkm dan past bo'lgan mikroprosessor kerak bo'lsa, ikkinchisi yaxshiroqdir. Ideal holda, qaysi biri yaxshiroq emas, balki ishlab chiqariladigan mahsulot va narxga qarab jarayon tanlanishi mumkin.
Xabar vaqti: 2024 yil 16 aprel