LAZER MIKROJET (LMJ)
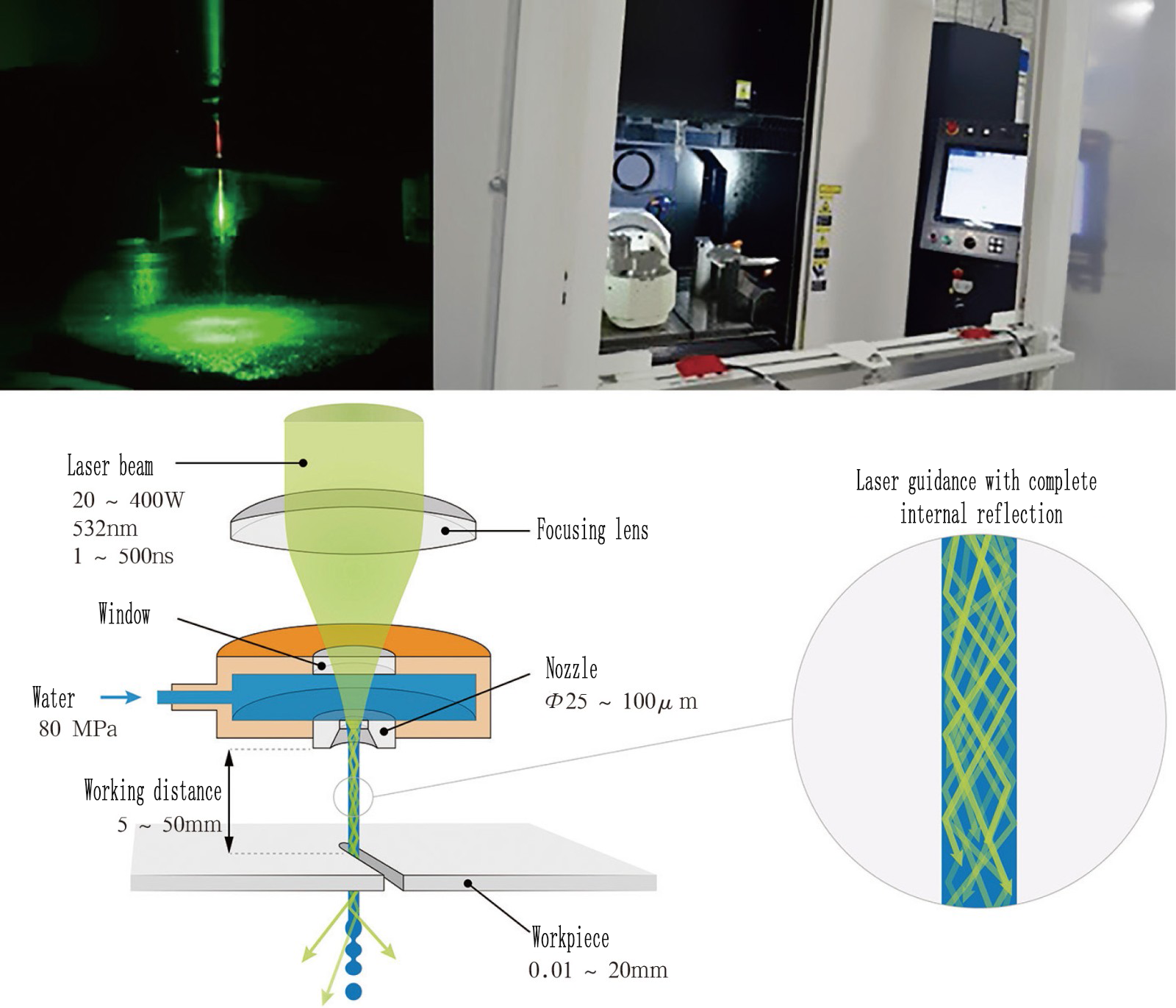
Fokuslangan lazer nuri yuqori tezlikdagi suv oqimiga birlashtiriladi va suv ustunining ichki devorida to'liq aks etgandan so'ng, kesma energiyasining bir xil taqsimlangan energiya nurlari hosil bo'ladi. U past chiziq kengligi, yuqori energiya zichligi, boshqariladigan yo'nalish va ishlov beriladigan materiallarning sirt harorati real vaqtda pasaytirish xususiyatlariga ega, qattiq va mo'rt materiallarni integral va samarali tugatish uchun ajoyib sharoitlarni ta'minlaydi.
Lazerli mikro-suv oqimini qayta ishlash texnologiyasi lazerning suv va havo interfeysida to'liq aks etishi fenomenidan foydalanadi, shuning uchun lazer barqaror suv oqimi ichida birlashtiriladi va suv oqimi ichidagi yuqori energiya zichligiga erishish uchun foydalaniladi. materialni olib tashlash.
LAZER MİKROJETLARNING AVTOZYATLARI
Microjet laser (LMJ) texnologiyasi an'anaviy lazerni qayta ishlashning o'ziga xos kamchiliklarini bartaraf etish uchun suv va havo optik xususiyatlari o'rtasidagi tarqalish farqidan foydalanadi. Ushbu texnologiyada lazer zarbasi optik tolada bo'lgani kabi, qayta ishlangan yuqori toza suv oqimida to'liq aks ettiriladi.
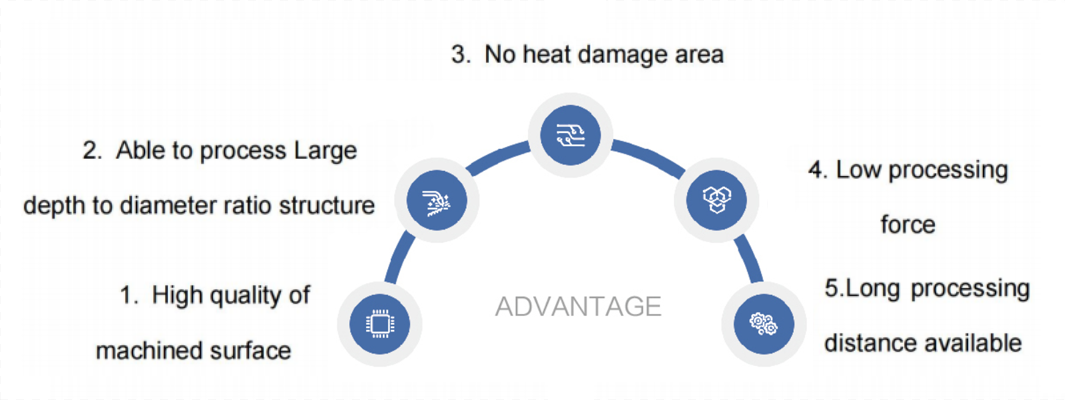
Foydalanish nuqtai nazaridan LMJ microjet lazer texnologiyasining asosiy xususiyatlari quyidagilardan iborat:
1, lazer nuri silindrsimon (parallel) lazer nuridir;
2, suv oqimidagi lazer zarbasi tola o'tkazuvchanligi kabi, butun jarayon har qanday atrof-muhit omillaridan himoyalangan;
3, lazer nuri LMJ uskunasining ichiga qaratilgan va butun ishlov berish jarayonida ishlov berilgan sirt balandligida hech qanday o'zgarish bo'lmaydi, shuning uchun ishlov berish chuqurligining o'zgarishi bilan ishlov berish jarayonida doimiy ravishda diqqatni jamlashning hojati yo'q. ;
4, har bir lazer zarbasini qayta ishlash vaqtida qayta ishlangan materialning ablatsiyasiga qo'shimcha ravishda, har bir pulsning boshidan keyingi impulsni qayta ishlashgacha bo'lgan vaqt oralig'ida taxminan 99%, qayta ishlangan material haqiqiy holatda bo'ladi. - issiqlik ta'sir qiladigan zonani va qayta eritilgan qatlamni deyarli yo'q qilish uchun suvni vaqt sovutish, lekin qayta ishlashning yuqori samaradorligini saqlab qolish;
5, sirtni tozalashni davom eting.
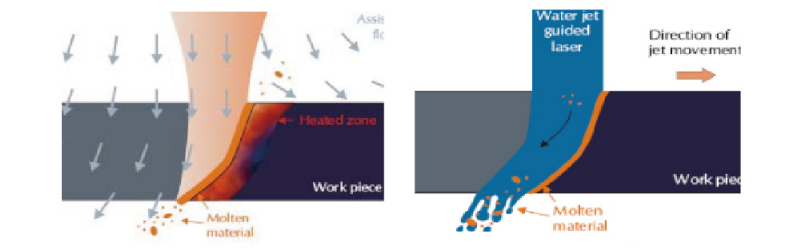
Qurilmani yozish
An'anaviy lazerni kesishda energiyaning to'planishi va o'tkazilishi kesish yo'lining har ikki tomonida termal shikastlanishning asosiy sababidir va mikrojet lazer suv ustunining roli tufayli har bir zarbaning qoldiq issiqligini tezda olib tashlaydi. ishlov beriladigan qismda to'planmaydi, shuning uchun kesish yo'li toza. An'anaviy "yashirin kesish" + "bo'linish" usuli uchun ishlov berish texnologiyasini kamaytiring.
-

Suyuq fazali epitaksiya uchun SiC qoplamali barrelli reaktor
-

Silikon karbid (SiC) qoplamali gofret tashuvchilar
-

LED etch Silikon karbidli podshipnik, ICP tepsisi ...
-

Epit uchun kremniy karbid qoplangan grafit barrel ...
-

RTP/RTA tez isitish uchun SiC tashuvchisi...
-

Chuqur UV-LED uchun SiC qoplamali ushlagich